Les composants coulés par centrifugation offrent systématiquement des propriétés mécaniques supérieures, une microstructure plus dense et une durée de vie plus longue par rapport aux pièces produites par des méthodes de coulée statique. En utilisant une force de rotation contrôlée pour répartir le métal en fusion contre une paroi de moule, le processus de coulée centrifuge élimine les défauts de porosité, de retrait et d'inclusion qui affectent les coulées conventionnelles au sable et par gravité. Des conduites sous pression et chemises de cylindre aux anneaux aérospatiaux et équipements de traitement chimique, les pièces coulées par centrifugation sont la référence en matière d’intégrité structurelle dans les applications exigeantes. Ce guide explique exactement comment fonctionne le processus, où il excelle et comment déterminer s'il s'agit de la bonne méthode de fabrication pour vos composants.
Que signifie « coulée par centrifugation » ?
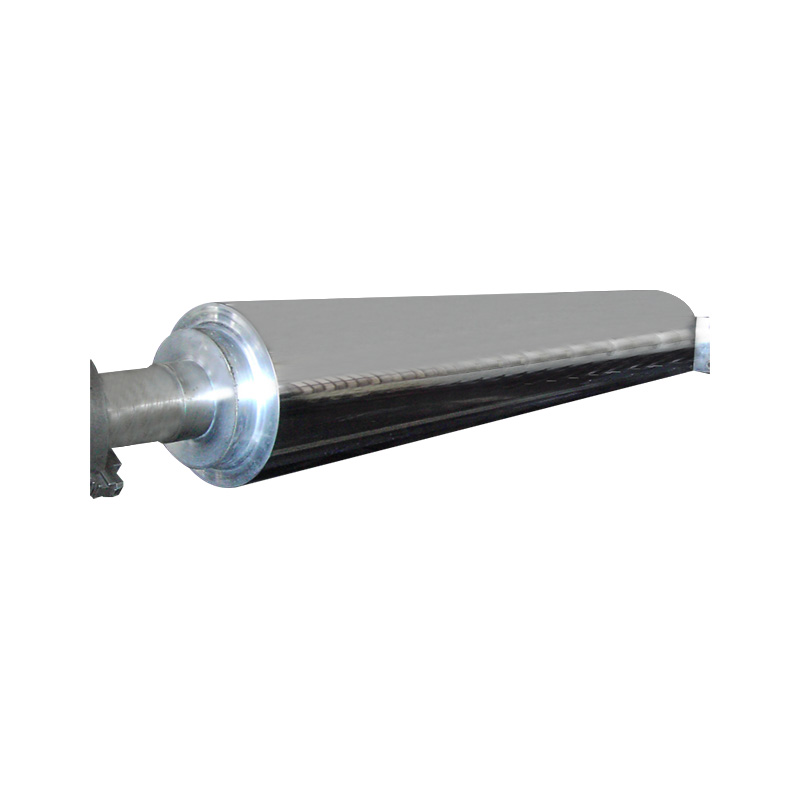
Un coulé par centrifugation la pièce est produite en versant du métal en fusion dans un moule à rotation rapide, où la force centrifuge (et non la gravité) pousse le métal vers l'extérieur pour former une forme dense et uniforme contre la paroi du moule. Le terme distingue cette classe de composants de ceux produits par des méthodes de moulage statique telles que le moulage en sable, le moulage à modèle perdu ou le moulage sous pression par gravité, où le métal remplit une cavité stationnaire.
La vitesse de rotation du moule pendant la coulée est contrôlée avec précision et génère généralement une force centrifuge de 75 à 150 fois la force de gravité (75 à 150 G) . Cette force extrême compacte le métal en train de se solidifier, pousse les impuretés plus légères (scories, oxydes, bulles de gaz) vers l'alésage intérieur où elles peuvent être usinées et produit une structure de grain plus fine et plus orientée que n'importe quelle coulée statique ne peut obtenir.
Le processus est le plus souvent appliqué aux géométries cylindriques ou tubulaires (tuyaux, anneaux, manchons, revêtements et bagues) bien que des variantes de forme du processus puissent produire des formes asymétriques plus complexes.
Comment fonctionne le processus de coulée centrifuge, étape par étape
Le processus de coulée centrifuge suit un flux de travail séquencé avec précision dans lequel la préparation du moule, le taux de coulée, la vitesse de rotation et la vitesse de refroidissement sont tous soigneusement contrôlés pour produire des pièces sans défauts. Voici comment se déroule un cycle de coulée centrifuge horizontale standard :
- Étape 1 — Préparation du moule : Un permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- Étape 2 — Rotation du moule : Le moule est accéléré jusqu'à la vitesse de rotation cible, généralement 300 à 3 000 tr/min en fonction du diamètre du moule et de la densité de l'alliage, avant le début de la coulée.
- Étape 3 — Coulée du métal : Le métal en fusion est introduit par un bec verseur ou une auge à un débit contrôlé pendant que le moule tourne. Le métal est immédiatement projeté vers l’extérieur contre la paroi du moule par la force centrifuge.
- Étape 4 — Solidification : Le métal se solidifie de l’extérieur vers l’intérieur, la paroi extérieure dense gelant d’abord contre le moule froid. Les impuretés plus légères se séparent vers l'intérieur vers l'alésage et se solidifient en dernier.
- Étape 5 — Extraction et inspection : Une fois solidifiée, la pièce moulée est extraite, laissée refroidir et soumise à une inspection dimensionnelle, à des tests par ultrasons et à un examen de surface avant l'usinage.
- Étape 6 — Usinage : L'alésage interne, qui contient la couche d'impuretés ségréguée, est usiné, ne laissant que la structure métallique externe propre et dense. Il s’agit d’un avantage qualité clé : les défauts sont systématiquement supprimés et non masqués.
Trois types de coulée centrifuge : vraie, semi et centrifugée
Toutes les pièces coulées par centrifugation n'utilisent pas la même variante de procédé : les trois types principaux diffèrent par l'orientation du moule, la capacité géométrique et le degré avec lequel la force centrifuge façonne la pièce finale.
1. Véritable coulée centrifuge
L'axe du moule est aligné avec l'axe de la pièce moulée. La surface intérieure de la pièce est entièrement formée par la force centrifuge : aucun noyau n'est utilisé. C'est le processus utilisé pour produire tuyaux, cylindres, anneaux et tubes . Le moule peut être orienté horizontalement (pour les cylindres longs) ou verticalement (pour les anneaux courts de grand diamètre). Cette variante offre la densité maximale et l’avantage microstructural des trois méthodes.
2. Coulée semi-centrifuge
Le moule tourne autour d'un axe vertical, mais un noyau central est utilisé pour former la géométrie interne. La force centrifuge complète – plutôt qu’elle ne détermine uniquement – la distribution du métal. Cette méthode est utilisée pour ébauches d'engrenages, roues, poulies et composants à brides où un centre solide est requis. Le processus offre une densité améliorée par rapport à la coulée statique, mais moins que la véritable coulée centrifuge.
3. Centrifugation (coulée sous pression)
De multiples cavités de moule sont disposées radialement autour d'une carotte centrale. L'ensemble tourne, utilisant la pression centrifuge pour forcer le métal dans chaque cavité. Cette variante est utilisée pour petites pièces complexes et non symétriques tels que les composants dentaires, les bijoux et les petites pièces de précision pour lesquels un remplissage amélioré et une porosité réduite sont les principaux objectifs. L'avantage centrifuge ici est l'exhaustivité du remplissage plutôt que l'amélioration de la densité.
| Tapez | Orientation du moule | Nonyau requis ? | Pièces typiques | Avantage de densité |
| Véritable centrifuge | Horizontal ou vertical | No | Tuyaux, cylindres, bagues | Maximale |
| Semi-Centrifuge | Verticale | Oui (noyau central) | Ébauches d'engrenages, roues, flasques | Élevé |
| Centrifugation | Verticale (radial cavities) | Oui (moules façonnés) | Petites pièces de précision | Modéré |
Tableau 1 : Comparaison des trois variantes du procédé de coulée centrifuge par orientation, exigence de noyau, géométrie de la pièce et avantage en termes de densité relative.
Pourquoi les pièces coulées par centrifugation sont métallurgiquement supérieures
Les avantages métallurgiques des composants coulés par centrifugation ne sont pas marginaux : ils sont mesurables, reproductibles et documentés au fil de décennies de données d’essais de matériaux. Voici ce que livre la physique du processus :
Porosité proche de zéro
Dans les pièces moulées statiques, les bulles de gaz et les vides de retrait sont piégés dans la masse solidifiée. Dans les pièces coulées par centrifugation, le champ de force centrifuge (75 à 150 G) est bien plus puissant que les forces de flottabilité qui maintiendraient les bulles de gaz en place, de sorte que les bulles migrent vers l'intérieur de l'alésage et sont éliminées par l'usinage. Des tests indépendants révèlent régulièrement niveaux de porosité inférieurs à 0,1% dans les composants coulés par centrifugation, par rapport à 2 à 5 % de porosité dans des moulages en sable équivalents.
Solidification directionnelle et structure à grains fins
Le métal se solidifie de la paroi extérieure vers l’intérieur dans une pièce coulée par centrifugation. Cette solidification directionnelle produit une structure de grains en colonnes alignée radialement – la direction la plus forte pour les applications sous pression. Le résultat est un matériau qui se comporte plus proche du métal corroyé (travaillé) que d'une pièce moulée conventionnelle en termes de propriétés de traction et de fatigue.
Avantages des propriétés mécaniques
Par rapport aux équivalents coulés en sable dans le même alliage, les composants coulés par centrifugation présentent généralement :
- Résistance à la traction 10 à 20 % plus élevée
- Limite d'élasticité 15 à 25 % plus élevée
- 20 à 30 % d'allongement (ductilité) amélioré
- Résistance à la fatigue considérablement améliorée sous chargement cyclique
- Résistance supérieure à la corrosion grâce à une microstructure homogène et sans inclusions
Séparation des inclusions
Les scories, les oxydes et les inclusions non métalliques sont moins denses que la matrice métallique en fusion. Sous l’effet de la force centrifuge, ils se séparent vers l’intérieur de la surface de l’alésage – la même région qui est ensuite usinée. Cela signifie que le mur structurel de la pièce finie est essentiellement exempt d'inclusions , un résultat qu'aucune méthode de diffusion statique ne peut reproduire de manière fiable.
Coulée centrifuge, coulée en sable ou coulée d'investissement : une comparaison directe
Les pièces coulées par centrifugation sont meilleures en termes de propriétés mécaniques et de solidité interne, tandis que le moulage au sable l'emporte sur la flexibilité géométrique et que le moulage de précision excelle dans les moindres détails — le bon choix dépend des exigences fonctionnelles de la pièce.
| Critère | Coulée centrifuge | Moulage au sable | Casting d'investissement |
| Porosité interne | <0,1% (excellent) | 2 à 5 % (pauvre) | 0,5 à 1 % (bon) |
| Résistance à la traction | Élevéest | Le plus bas | Modéré–High |
| Complexité géométrique | Faible à moyen (cylindrique) | Très élevé | Très élevé |
| Finition de surface (comme moulée) | Modéré (OD smooth) | Rugueux | Excellent |
| Rendement matériel | Élevé (no risers/gates) | Faible (déchets du système de contrôle) | Modéré |
| Coût de l'outillage | Modéré | Faible | Élevé |
| Idéal pour | Pièces de pression, liners, bagues | Formes grandes et complexes | Petites pièces de précision |
Tableau 2 : Comparaison directe des pièces coulées par centrifugation, coulées en sable et coulées à la cire perdue en termes de porosité, de résistance, de géométrie, de finition de surface, de rendement, de coût d'outillage et d'adéquation à l'application.
Matériaux couramment produits comme composants coulés par centrifugation
La coulée centrifuge est compatible avec pratiquement tous les systèmes d'alliages coulables et est particulièrement efficace avec les matériaux qui bénéficient d'une solidification directionnelle et d'une faible teneur en inclusions. Les matériaux coulés par centrifugation les plus courants comprennent :
- Fonte grise et ductile : Utilisé pour les chemises de cylindre, les tuyaux et les composants de machines. La fonte centrifuge présente un alignement des flocons de graphite qui améliore la résistance à l'usure dans les applications de revêtement.
- Aciers au carbone et faiblement alliés : Utilisé pour les récipients sous pression, les équipements de traitement chimique et les anneaux structurels. L'acier coulé par centrifugation atteint des propriétés mécaniques proches de celles du corroyage.
- Aciers inoxydables (séries 300 et 400) : Utilisé dans les applications chimiques corrosives, de transformation des aliments et pharmaceutiques. La microstructure sans inclusions de l’acier inoxydable coulé par centrifugation améliore la résistance à la corrosion caverneuse.
- Superalliages à base de nickel : Utilisé pour les anneaux aérospatiaux, les composants de turbines à gaz et les équipements de traitement à haute température où une résistance au fluage supérieure à 700°C est requise.
- Alliages de cuivre (bronze, laiton, bronze à canon) : Utilisé pour les bagues, roulements, manchons et composants marins. Les pièces moulées par centrifugation en bronze présentent d'excellentes caractéristiques de portance et de résistance à la corrosion dans l'eau de mer.
- Unluminum alloys: Utilisé pour les applications légères de l'aérospatiale, de l'automobile et des produits de consommation où des composants tubulaires à paroi mince sont requis.
- Alliages de titane : Utilisé dans les applications spécialisées d’implants aérospatiaux et médicaux. La coulée centrifuge du titane nécessite un traitement sous vide ou sous atmosphère inerte en raison de l'extrême réactivité du métal aux températures de coulée.
Industries qui dépendent des composants coulés par centrifugation
Les pièces coulées par centrifugation sont essentielles dans toutes les industries où les composants cylindriques doivent résister à une pression, une température ou une contrainte mécanique à des niveaux que les pièces moulées statiques ne peuvent pas supporter de manière fiable.
Pétrole, Gaz et Pétrochimie
Les tubes, tuyaux et raccords coulés par centrifugation constituent l'épine dorsale des systèmes de fours de raffinerie, des tubes de craquage catalytique et des conduites d'écoulement haute pression. Tubes radiants et à convection fonctionnant à 900-1 100°C dans les fours de raffinerie, ils sont presque universellement coulés par centrifugation dans des alliages résistants à la chaleur tels que l'acier inoxydable modifié HP ou HK-40 – des matériaux dont les performances à température dépendent entièrement de l'uniformité microstructurale que seule la coulée centrifuge peut offrir.
Production d'énergie
Les carters de turbines à vapeur, les manchons de rotor et les tubes de chaudières des centrales thermiques sont couramment coulés par centrifugation à partir d'alliages de chrome-molybdène et d'acier inoxydable. La capacité de produire des cylindres à paroi épaisse avec une épaisseur de paroi constante est essentielle pour les composants fonctionnant à pressions de vapeur supérieures à 300 bars .
Unerospace and Defense
Les bagues structurelles, les chemins de roulement et les carénages de turbines aérospatiaux produits sous forme de composants coulés par centrifugation doivent répondre à des critères d'acceptation des tests non destructifs (CND) extrêmement stricts. La porosité quasi nulle des anneaux en superalliage de nickel coulés par centrifugation leur permet de passer ressuage fluorescent (FPI) et contrôle par ultrasons normes qui élimineraient la plupart des alternatives moulées de manière statique.
Unutomotive and Heavy Equipment
Les chemises de cylindre de moteur – les manchons en fer résistants à l’usure qui forment la surface d’alésage des moteurs diesel et à essence – comptent parmi les composants coulés par centrifugation les plus volumineux en production au monde. Des millions de chemises de cylindre sont coulées chaque année par centrifugation car le processus produit une microstructure de graphite à la surface de l'alésage qui améliore la rétention d'huile et la résistance à l'usure en 30 à 50 % par rapport aux alternatives statiques coulées ou usinées.
Infrastructures d'eau et de traitement des eaux usées
Les conduites d'eau, les conduites sous pression et les raccords en fonte ductile sont coulés par centrifugation pour les infrastructures municipales d'approvisionnement en eau depuis plus d'un siècle. Les tuyaux en fonte ductile coulés par centrifugation sont conformes aux normes internationales telles que ISO 2531 et EN 545 , et les durées de vie typiques dans les applications enterrées dépassent 100 ans .
Marine et Offshore
Les manchons d'arbre d'hélice, les chemises de tube d'étambot et les corps de pompe à eau de mer sont coulés par centrifugation en bronze nickel-aluminium ou en acier inoxydable duplex. La microstructure homogène élimine la corrosion en phase sélective (dézincification, désaluminification) qui affecte les alternatives coulées statiquement dans le service de l'eau de mer.
Limites de la coulée centrifuge : quand choisir un procédé différent
Malgré ses avantages métallurgiques, la coulée centrifuge n'est pas le bon choix pour chaque composant : les contraintes géométriques et les facteurs économiques font que certaines pièces sont mieux servies par des procédés alternatifs.
- Géométries complexes non symétriques : Les composants comportant des brides, des pattes de montage, des ailettes minces ou des passages internes complexes ne peuvent pas être produits par véritable coulée centrifuge. Le moulage au sable ou le moulage de précision sont mieux adaptés.
- Très petites tailles de lots : La configuration du moule et l'étalonnage du système de rotation impliquent des coûts fixes qui rendent la coulée centrifuge économiquement sous-optimale pour des quantités inférieures à environ 10 à 20 pièces dans certains systèmes d'alliages.
- Unlloys with extreme density differences between phases: Dans certains alliages multiphasés, la ségrégation centrifuge peut provoquer des gradients de composition à travers l’épaisseur de la paroi – un inconvénient plutôt qu’un avantage. Cela doit être géré par la sélection des alliages et le contrôle du processus.
- Très gros composants asymétriques : Les pièces moulées structurelles telles que les blocs moteurs, les corps de soupapes ou les corps de pompe dépassent l'enveloppe géométrique de la coulée centrifuge. Ceux-ci sont mieux servis par du sable sans cuisson ou du moulage à modèle perdu.
Normes de contrôle qualité pour les composants coulés par centrifugation
Les pièces coulées par centrifugation destinées à des applications critiques doivent être conformes à un ensemble rigoureux de normes de tests de matériaux, dimensionnelles et non destructives. Les principales normes applicables aux composants coulés par centrifugation comprennent :
| Norme | Unpplication | Exigences clés |
| UnSTM A 48 / A 278 | Pièces moulées par centrifugation en fonte grise | Résistance à la traction, dureté, microstructure |
| UnSTM A 532 | Unbrasion-resistant cast iron | Dureté, composition, microstructure |
| ISO 2531 / EN 545 | Conduite d'eau en fonte ductile | Test de pression hydrostatique, épaisseur de paroi, revêtement |
| UnSTM A 999 / A 530 | Tuyaux et tubes centrifuges en acier | Essai hydrostatique, tolérances dimensionnelles, CND |
| UnMS 2175 | Unerospace castings classification | Critères d'acceptation radiographiques, FPI, ultrasoniques |
Tableau 3 : Principales normes de qualité et de conformité applicables aux composants coulés par centrifugation dans tous les secteurs, notamment les infrastructures hydrauliques, les tuyaux en acier, la fonte et l'aérospatiale.
Questions fréquemment posées sur les pièces coulées par centrifugation
Q : Quelle est la différence entre la coulée centrifuge et la coulée centrifuge ?
Les termes sont souvent utilisés de manière interchangeable dans l'industrie, mais techniquement "coulée par centrifugation" fait référence à une véritable coulée centrifuge où la forme de la pièce est formée directement par la force centrifuge (comme dans les tuyaux et les cylindres), tandis que "casting centrifugeuse" ou « centrifugé » fait référence à la variante de moulage sous pression dans laquelle plusieurs cavités de moule sont disposées autour d'un axe central et la force centrifuge améliore le remplissage et réduit la porosité des pièces de forme complexe.
Q : Quelle épaisseur peuvent avoir les murs coulés par centrifugation ?
Il n'y a pas de limite supérieure pratique en matière d'épaisseur de paroi pour les composants coulés par centrifugation : les cylindres et les anneaux à parois très épaisses constituent un atout particulier du processus. Épaisseurs de paroi de 3 mm à plus de 200 mm ont été produits avec succès. Le processus est particulièrement avantageux pour les récipients sous pression à paroi épaisse, car le modèle de solidification de l'extérieur vers l'intérieur garantit que la paroi extérieure structurellement critique se solidifie d'abord sous pression.
Q : La coulée centrifuge peut-elle produire des composants bimétalliques ?
Oui. Les composants bimétalliques coulés par centrifugation – dans lesquels deux alliages différents sont coulés séquentiellement pour former une paroi composite – constituent une application commerciale importante du procédé. Un exemple courant est une couche extérieure en fer dur résistante à l'usure coulée sur une couche intérieure en fonte ductile résistante pour des applications telles que les revêtements de broyeurs et les enveloppes de cylindres. Les deux métaux se lient métallurgiquement à l'interface lors de la solidification.
Q : Comment la coulée centrifuge se compare-t-elle au forgeage des composants annulaires et cylindriques ?
Le forgeage produit les propriétés mécaniques les plus élevées possibles grâce au raffinement des grains induit par la déformation, mais il nécessite des matrices coûteuses, ne peut pas être utilisé pour tous les alliages et est limité en épaisseur et en diamètre de paroi. Les anneaux et cylindres coulés par centrifugation permettent d'obtenir 80 à 95 % des propriétés mécaniques de pièces forgées équivalentes à un coût d'outillage et de production nettement inférieur, et peuvent être produites dans des diamètres et des épaisseurs de paroi où le forgeage n'est pas techniquement réalisable.
Q : Quelle tolérance d’épaisseur de paroi peut-on atteindre dans les pièces coulées par centrifugation ?
La tolérance d'épaisseur de paroi telle que coulée pour les pièces coulées par centrifugation est généralement de ±3 à 5 % de l'épaisseur nominale de la paroi , en fonction de l'alliage, de la température de coulée et de l'état du moule. Après usinage, tolérances d'épaisseur de paroi finie de ±0,1–0,5 mm sont régulièrement atteints, répondant aux exigences de la plupart des normes de tuyauterie sous pression et de mécanique.
Q : Quels sont le diamètre et la longueur maximum pouvant être obtenus en coulée centrifuge ?
Les machines de coulée centrifuge horizontales produisent régulièrement des tuyaux et des cylindres jusqu'à 2,5 mètres de diamètre et 8 à 10 mètres de longueur . Les machines verticales sont utilisées pour les anneaux courts de grand diamètre et peuvent accueillir des diamètres dépassant 3 mètres . La limite supérieure pratique est déterminée par la capacité de la machine et la capacité de manipulation des moules plutôt que par la physique du processus lui-même.
Conclusion : quand spécifier des composants coulés par centrifugation
Spécifiez des composants coulés par centrifugation chaque fois que votre conception nécessite une géométrie cylindrique, que l'application implique une pression, une température, une usure ou une corrosion, et que la durée de vie ou la sécurité est une préoccupation majeure. Le processus n'est pas la méthode de moulage la plus polyvalente - il ne peut pas égaler le moulage au sable pour la complexité géométrique ou le moulage de précision pour les détails fins - mais pour la classe spécifique de pièces qu'il produit, aucun autre processus de moulage n'arrive à égaler sa combinaison d'intégrité structurelle, d'efficacité des matériaux et de cohérence dimensionnelle.
Les données sont sans ambiguïté : porosité inférieure à 0,1 %, résistance à la traction de 10 à 20 % supérieure à celle équivalente au moulage au sable, durée de vie mesurée en décennies plutôt qu'en années. Qu'il s'agisse d'un tube de four pour une raffinerie, d'une chemise de cylindre pour un moteur diesel ou d'un anneau structurel pour un assemblage aérospatial, le choix d'un coulé par centrifugation Ce composant est un choix pour une qualité métallurgique manifestement supérieure – et l'expérience de plus d'un siècle d'utilisation industrielle soutient cette affirmation complètement.